

Тяжелый горизонтально-расточной станок с плитным настилом WRD 130/150 (Q)
1. Горизонтально расточные станки с передвижной стойкой модели WRD 130 и WRD 150 представляют собой два типа с одинаковой конструкцией и рамой, но с различной мощностью главных двигателей, шпиндельной бабкой и числом оборотов шпинделя.
Станки предназначены для сверления, растачивания, фрезерования и нарезания резьбы с большой точностью и высокой производительностью. Используются для обработки деталей с большим размером и весом или сложных деталей трехразмерной величины из стали, чугуна и литейной стали. Станки в зависимости от требований технологии можно оснастить плитным настилом из крепящих плит или одним или несколькими поворотными столами. Горизонтально расточные станки WRD 130/150 (Q) характеризуются современным техническим уровнем их конструкции и высоким уровнем параметров с высокой производительностью. Данные станки можно дополнить большим ассортиментом технологических принадлежностей, которые существенно расширяют технологические возможности станка.
По желанию заказчика станок WRD 150 может быть поставлен и в исполнении WRD 160 с диаметром рабочего шпинделя 160 мм
- Два типа с одинаковой конструкцией и рамой, но с различной мощностью главных двигателей, шпиндельной бабкой и числом оборотов шпинделя
- Станки предназначены для сверления, растачивания, фрезерования и нарезания резьбы с большой точностью и высокой производительностью. Используются для обработки деталей с большим размером и весом или сложных деталей трехразмерной величины из стали, чугуна и литейной стали.
- Станки в зависимости от требований технологии можно оснастить плитным настилом из крепящих плит или одним или несколькими поворотными столами
- Данные станки можно дополнить большим ассортиментом технологических принадлежностей, которые существенно расширяют технологические возможности станка
- Для управления станком может быть выбрана система управления HEIDENHAIN iTNC 530, SINUMERIK 840 D или FANUC
- По желанию заказчика станок WRD 150 может быть поставлен и в исполнении с диаметром рабочего шпинделя 160 мм
Основные варианты исполнения станков:
- WRD 130 - основной вариант исполнения
- WRD 130 Q - вариант станка с автоматической сменой инструмента (АСИ)
- WRD 150 - основной вариант исполнения
- WRD 150 Q - вариант станка с автоматической сменой инструмента (АСИ)
2. Технические характеристики тяжёлых горизонтальных фрезерно-расточных станков WRD 130/150 (Q)
| Перестановка станка | |||
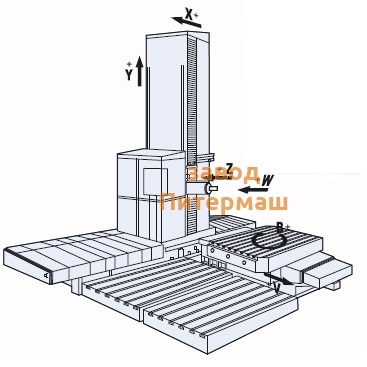
| Поперечная перестановка станины X | мм | 5 000 - 27 000 (2 000) | |
| Вертикальная перестановка шпиндельной головки Y | мм | 2 000 - 4 500 (500) | |
| Выдвиг ползуна Z | мм | 1 000 | |
| Выдвиг рабочего шпинделя W | мм | 700, 800 | |
| Шпиндельные бабка | |||
| WRD 130 | WRD 150 | ||
| Диаметр рабочего шпинделя | мм | 130 | 150 |
| Коническая полость рабочего шпинделя | ISO 50 | ||
| Размеры ползуна | мм | 450 x 450 | |
| Диапазон оборотов рабочего шпинделя | 1/мин | 10 - 3 000 | 10 - 2 500 |
| Диапазон оборотов рабочего шпинделя * | 1/мин | 10 - 3 500 | 10 - 2 800 (3 000) |
| Мощность главного двигателя (S1 / S6-60) | кВт | 37 / 46 | 51 / 65 |
| Номинальная крутящий момент (S1) | Нм | 2 535 | 2 460 |
| Макс. момент кручения (S6-60) | Нм | 3 152 | 3 138 |
| Диапазон рабочих подач - X, Y, Z, W | мм/мин | 1 - 8 000 | |
| Yскоренная подача - X | мм/мин | 20 000 | |
| Yскоренная подача - Y | мм/мин | 16 000 | |
| Yскоренная подача - Z, W | мм/мин | 12 000 | |
| Макс. усилие перемещения - X, Y, Z, W | кН | 40 | |
* опция
3. КОНСТРУКЦИОННОЕ ИСПОЛНЕНИЕ УЗЛОВ СТАНКА
3.1 Рама станка
Состоит из поперечной постели, по которой передвигаются салазки станины со стойкой по оси Х. Все детали рамы состоят из жесткой конструкции с оптимальными размерами и укрепленные ребрами жесткости. стойка изготовлена из стальной сваренной конструкции, в вертикальном положении в координате Y перемещается шпиндельная бабка по двум роликовым направляющим. Стойка укомплектована приводом шпиндельной бабки, шарико винтовой парой и гидравлическим цилиндром для уравновешивания шпиндельной бабки. Поперечная стойка – в зависимости от длины координаты Х состоит из двух и более частей. Состоит из стальной конструкции с ребрами жесткости. Включает в себя линейные направляющие оси Х и зубчатую рейку для перемещения саней стойки.
3.2 Шпиндельная бабка
Основная конструкция состоит из жесткой литейной детали подобной формы L, которая образует направляющую для задней части шпиндельной бабки. Данная конструкция позволяет осуществлять электромеханичускую компенсацию падения торца ползуна при его выдвижении в оси Z. Привод вращения рабочего шпинделя осуществляется от электрического регулируемого привода через двухскоростную коробку передач. Скорость вращения регулируется в двух механических передачах. Включение механической передачи осуществляется автоматически – электрической осуществляется с помощью зубчатых шестерней. Рабочий шпиндель азотируется и посажен с минимальным зазором в азотированный полый шпиндель оснащенный в передвижной вилкой. Привод из коробки передач на полый шпиндель торцевой части бронзовой втулкой. Полый шпиндель посажен в шпиндельных шариковых подшипниках с натяжением. Инструменты закрепляются с помощью механизма тарельчатых пружин, ослабление инструмента проводится гидравлически. Закрепление осуществляется за инструментальный хвостовик в соответствии с внутренней нормой фирмы ТОС ВАРНСДОРФ. Заказчик может востребовать крепление инструмента с помощью системы BIG-PLUS. При автоматической смене инструмента конусная полость шпинделя очищается с помощью сжатого воздуха. Вес шпиндельной бабки уравновешивается с помощью телескопического гидравлического цилиндра. Установка для уравновешивания включает в себя баллоны с гидравлическим маслом и газом, размещенные на санях стойки.
3.3 Направление переставных групп
Направляющие всех линейных передвижных групп станка являются роликовые с натяжением (направляющие шпиндельной бабки, направляющие сани стойки, направляющие ползуна) на базе компактных линейных роликовых направляющих. Привод станины закрыт стальными телескопическими кожухами.
Привод на стойке защищен полным защитным закрытием по всему движению шпиндельной бабки – в торцевой части станка, в направлении к детали с помощью стальных пластин, на стороне площадки оператора все рабочее место закрыто жестким кожухом. В задней части установлен защитный мех.
3.4 Приводы сдвига и закрепления
Все 4 оси (X, Y, Z, W) оснащены самостоятельными электрическими регулирующими сервоприводами. Привод прямолинейного движения осей Y, Z, W осуществляется с помощью шарико винтовой группы с предварительным натяжением гайки, движение оси Х проводится с помощью двух электрических серводвигателей с редуктором. Натяжение двух шестерней на выходе редуктора к зубчатому гребеню в соотношении с подключением приводов с помощью функции «Master-Slave». Первичная передача приводов и осей Z и W осуществляется с помощью зубчатых ремней а у оси Y с помощью редуктора. Подвижные группы у ЧПУ координатах находятся в постоянной связи по положению без механического зажима.
3.5 Смазка станка
Первичная ступень приводов по осям Z и W решена при помощи передачи зубчатыми ремнями. Система циркуляционной масляной смазки смазывает: подшипники, передачи и коробку передач главного привода, подшипники посадки и шариковые гайки винтов Z и W. Источником масла является самостоятельный смазочный агрегат. Масло охлаждается в агрегате охлаждения, являющемся составной частью смазочного контура.
3.6 Гидравлический агрегат и функция со сжатым воздухом
Агрегат расположен на салазках стойки. Он оснащен двумя секциями для:
- основных гидравлических функций станка
- сбалансирования массы шпиндельной головки
Подъем платформы для обслуживающего персонала обеспечивает автономный агрегат платформы. К станку необходимо подвести сжатый воздух, причем станок оснащен устройствами для его приготовления. Воздух служит для очистки конусообразной полости шпинделя и для создания защитного избыточного давления в мерках отмеривания.
3.7 Система управления и управление станком
Ситема управляет станком в 4-х полностью управляемых координатах (X, Y, Z, W). Координаты программируются с инкрементом 0,001 мм.
Станок управляется соответствующей CNC системой, которой свойства, функции и периферийное оборудование применены согласно используемому типу (HEIDENHAIN iTNC 530, SIEMENS SINUMERIK 840 D и др.).
Управление станком осуществляется из центрального пульта управления, размещенного на площадке оператора. Панель содержит в себе поле управления системой, экран и элементы управления для ручного управления станком. Для управления главными функциями станка с другого места станок оборудован вспомогательным ручным передвижным пультом и электронным ручным кольцом. У станка WRD130Q/150Q управление расширено на пульт управления магазином инструментов размещенного возле магазина.
3.8 Измерения
Линейные оси X, Y, Z, W оснащены прямым измерением с закрытыми электро-оптическими измерительными линейками HEIDENHAIN. координата - косвенное отмеривание электрооптическим ротационным датчиком. Число оборотов шпинделя напрямую измеряется электромагнитным датчиком.
3.9 Площадки для обслуживающего персонала
Перемещается на линейных подшипниках качения, которые являются частью рамы закрытия шпиндельной бабки. Площадка оператора полностью закрыта и защищает обслуживающий персонал от стружки и охлаждающей жидкости. В направлении к детали оснащена открывающейся дверью с защитной блокировкой. движение площадки является полностью независимым от движения шпиндельной бабки. Для удобства оператора площадку можно перемещать, с помощью ручного пульта, в горизонтальном направлении к детали на расстояние 900 мм.
3.10 Автоматическая смена инструментов
Состоит из цепного магазина инструментов, направляющей манипулятора на стойке и самого манипулятора с поворотной двух плечевой рукой. Поиск инструмента просиходит с помощью кодировки гнезда магазина инструментов.
Установка обеспечивает и автоматическую смену инструмента в фрезерные головки HUI 50, HOI 50 и HV/V с помощью наклонного манипулятора, который укладывает инструмент в головку в вертикальном положении.
При установленной направляющей опоры PVD150-550 возможна автоматическая смена инструментов с помощью перекидного манипулятора инструментов.
3.11 Энергетические источники и агрегаты
За исключением операционных элементов и включателей электрическое оборудование сосредоточено в электрическом шкафу, находящемся отдельно от станка на полу цеха. Включает в себя модуль системы управления, компоненты управления приводами и шпинделя и дальнейшие электрические компоненты от таких известных фирм.
Электрошкаф охлаждается с помощью кондиционера встроенного в дверь.
4. ТОЧНОСТЬ И ИСПЫТАНИЯ СТАНКА
4.1 Геометрическая точность станка
Выражается в документе «Протокол приемки геометрической точности», который исходит из нормы ISO 10791-1 или ISO 3070-2,3.
Испытание проводится производителем при выходном контроле, протокол прилагается к станку, а контроль снова повторяется при передаче станка заказчику.
4.2 Точность позиционирования групп станка
Измеряется на заводе-изготовителе, и она выражена в максимальных отклонениях характеристических величин, определенных в соответствии с VDI/DGQ 3441. Протокол является внутренним документом изготовителя. Измерения проводятся повторно на заводе покупателя, вместе с введением корректировок, и результат передается покупателю.
В удаленных странах (например, за пределами ЕС) необходимо соблюдать положение в договоре купли-продажи о том, что лазерное устройство, включая его обслуживание и способность проводить оценку точности установки координат, в соответствии со стандартом VDI/DGQ 3441, должен обеспечить и оплатить покупатель.
4.3 Рабочая точность станка
Проверяется производителем при выходном контроле путем обработки пробной заготовки NASA. Результаты испытаний заносятся в протокол, который является внутренним документом изготовителя. У заказчика испытание не проводится, если в договоре купли-продажи не оговаривается по-другому.
4.4 Остальные испытания при выходном контроле:
- проверка правильности функционирования всех частей станка при работе вхолостую,
- проверка электрического оборудования станка,
- проверка соответствия техническим параметрам, производственному исполнению и укомплектованности станка согласно спецификации поставки.
5. БЕЗОПАСНОСТЬ И ЭКСПЛУАТАЦИЯ СТАНКА
5.1 Мы подтверждаем, что конструкция самого станка (его производственное исполнение и логические схемы управления) удовлетворяют основным санитарным требованиям и требованиям безопасности технических предписаний Чешской Республики и директив ЕС.
Обслуживающий персонал должен соблюдать указания, находящиеся в Инструкции по обслуживанию и уходу за станком. Электрическая оснастка соответствует стандарту ČSN EN 60 204-1.
5.2 Особое внимание следует уделять следующим элементам безопасности всего рабочего места.
Эти нижеуказанные элементы мы считаем обязательными для обеспечения соответствия с директивами ЕС, которое является обязательным для стран-членов ЕС (имеют обозначение СЕ).
Требование соблюдения соответствия с директивами ЕС (имеют обозначение СЕ) следует указать в заказе. По техническим причинам и для соблюдения безопасности рекомендуется применять эти правила и в других странах, не входящих в состав ЕС.
5.3 Для обеспечения безопасности рабочее место следует оборудовать следующими элементами, поставляемыми изготовителем:
- защита от доступа посторонних лиц. Одновременно обеспечивает защиту от случайного падения в углубленную часть станка. Осуществляется путем установки ограждения в соответствии с габаритным планом, составленным поставщиком и утвержденным покупателем. Утвержденная планировка является обязательной. Возможные изменения должны быть согласованы с поставщиком.
- защита обслуживающего персонала и окрестностей станка от выбросов – стружки и охлаждающей жидкости. Осуществляется путем установки подходящих кожухов (стен), в соответствии с проектом поставщика, причем, во внимание принимаются размеры рабочего пространства, оборудование станка и применяемая технология.
По сторонам рабочего пространства, в особенности, при применении системы охлаждения через центр шпинделя, при мощной и силовой фрезеровке, строятся прочные стены.
При интенсивной силовой обработке, когда много стружки вылетает наружу во фронтальную сторону рабочего пространства, следует закрыть прочной защитной стеной с раскрывающимися воротами. При таком выполнении с фронтальной стороны не ставится защитное ограждение. В некоторых случаях, когда габариты станка это позволяют, защитный кожух можно дополнить крышей. Она открывается вместе с воротами для прохода канатов при перемещении обрабатываемых деталей.
Для менее сложных технологий с ограниченным вылетом стружки и рассеиванием охлаждающей жидкости поставщик предлагает перемещаемые защитные стены размером 3000x3000 мм. Их можно перемещать вручную, они снаряжены колесиками, что позволяет оперативное освобождение пространства при перемещении обрабатываемых деталей, или, при обработке детали, поставить их на место, в которое вылетает наибольшее количество стружки. Но рабочее пространство должно быть защищено защитным ограждением.
Но ни одно из вышеуказанных решений не защищает пространство вокруг станка от возможности частичного вылета стружки через края ограждения. Это приносит остаточный риск, который потребитель должен принять во внимание, и, по необходимости, уменьшить меру риска, например, применением пассивного способа защиты.
6. ПОСТАВКА И ПРИЕМ, ЭКСПЛУАТАЦИЯ СТАНКА
Информация: При заключении контракта заказчик объязан подтвердить чертеж общего вида станка. Это последнее и объязательное условие для запуска станка в производство.
6.1 Станок поставляется частично разобранный, в том числе обыкновенные (стандартно поставляемые) принадлежности, необходимые для эксплуатации станка, без масляных наполнителей и охлаждающей жидкости.
В комплект поставки входит сопровождающая техническая документация.
6.2 Станок поставляется с окончательной поверхностной отделкой.
Предлагаются четыре основные модификации цветного исполнения всего станка, включая оснащение и принадлежности - см. графический справочник. Основное цветное исполнение необходимо уточнить уже при заказе станка.
6.3 Условия и порядок приема станка необходимо заранее обсудить с производителем станка, Содержание можно уточнить в соответствии с п.4.
6.4 С целью достижения гарантируемых полезных свойств, геометрической и рабочей точности необходимо, чтобы был станок установлен на фундамент и анкерован способом, рекомендуемым производителем.
С учтением гарантийных условий необходимо, чтобы монтаж и введение станка в эксплуатацию осуществлял сервисный орган производителя, или другой орган, производителем уполномоченный.
6.5 Условия и инструкции относительно осуществления монтажа, условия для безопасной и рациональной эксплуатации станка, правила и инструкции по обслуживанию станка, правила и условия по уходу и ремонту, указаны в сопроводительной технической документации станка.
6.6 Производитель также предлагает обучение для потребителей и техническую поддержку при эксплуатации станка, в заранее установленном объеме.
7. УПАКОВКА, ТРАНСПОРТИРОВКА, СКЛАДИРОВАНИЕ
7.1 Подготовка станка для его отгрузки и последующая перевозка соответствует условиям контракта.
После снятия упаковки станок должен быть защищен против влияния окружающей среды и механическим повреждениям.
7.2 Инструкции по манипуляции с узлами станка указаны в сопроводительной технической документации.
8. ПРИНАДЛЕЖНОСТИ
8.1 Нормальные принадлежности
Список обыкновенных (стандартно поставляемых) принадлежностей станка:
- анкерный материал KM 130/150 WRD
- наконечник инструмента - 30 шт. для исполнения станка WRD130/150- 60 шт. для исполнения станка WRD130/150 Q
- шомпол конусной полости шпинделя
- комплект инструментов для обслуживания и ухода
- комплект расходных деталей
- заполняющее устройство для гидравлического аккумулятора
- сопроводительная техническая документация, в том числе инструкции по использованию станка.
8.2 Специальные принадлежности
Список особых принадлежностей станка:
- планшайба LD 650, D´Andrea
- головка фрезерная (вертикальная) HF 50 (A)
- головка фрезерная универсальная ручная HUR 50
- головка фрезерная универсальная автоматически регулируемая HUI50
- головка фрезерная ортогональная HOI50
- головка фрезерная вилочного HV/V
- направляющая опора веретена короткая PVK130/150-300
- направляющая опора веретена длинная PVD150-550
- установка для автоматической замены технологических принадлежностей
- зажимная плита UD 4, в том числе анкерный материал
- установка для охлаждения инструментов с внешней подачей охлаждающей жидкости форсунками CHZ 130/150 WRD
- установка для охлаждения инструментов с подачей охлаждающей жидкости осью шпинделя и внешней (охлаждение осью шпинделя) CHOV 130/150 WRD - 10, 20, 30, 40 bar
При оснащении станка установкой CHOV130/150 WRD (СОЖ) станок комплектуется системой сжатого воздуха в измерительных линейках для защиты от загрязнения.
Это касается осей: X, Y, Z.
- конвейер(ы) стружки – в исполнении согласно пользовательским нуждам
- предохранительное капотирование рабочего пространства - в исполнении согласно пользовательским нуждам
- крепежный кубик UK 500, UK 1000, UK 2000, UK 2500
- крепежные угольники UU 800, UU 950, UU 1120, UU 1450, UU 1600, UU 2100, UU 2500, UU 3000,UU 4000, UU 5000
- дополнительные поворотные столы – мощность 5 - 50 т (в случае надобности производитель способен разработать столы с более высокой несущей способностью)
- дальнейшие инструментальные наконечники для крепления инструмента
- измерительный щуп с радио передачей от фирмы M&H или Renishaw.
Цена специальных принадлежностей не входит в базовую цену станка. Отдельные позиции специальных принадлежностей необходимо отдельно заказывать.
Пример:
Фрезерные головки и планшайбы закрепляются к станку только автоматически, для этого предназначен магазин принадлежностей. Магазин принадлежностей может быть в следующем исполнении:
- стационарный с постоянным закреплением к бетонному полу или крепежной плите UD 4. Этот магазин имеет постоянное закрепление/анкеровку, он не предназначен для перемещения.
- передвижной с закреплением к крепежной плите UD 4. В случае необходимости магазин с принадлежностями может быть передвинут при помощи крана. Магазин оснащен устройством, позволяющим его простую и точную установку на рабочем месте. В магазине находится не более 2-х принадлежностей.
Более подробная информация, касающаяся автоматической установки принадлежностей на станок - см. отдельное техническое предложение: СТОЙКА ОСОБЫХ ПРИНАДЛЕЖНОСТЕЙ.
8.3 Другое исполнение станка
По предварительному соглашению с изготовителем станок может быть оснащен дополнительными приборами и/или технологическим оборудованием.